

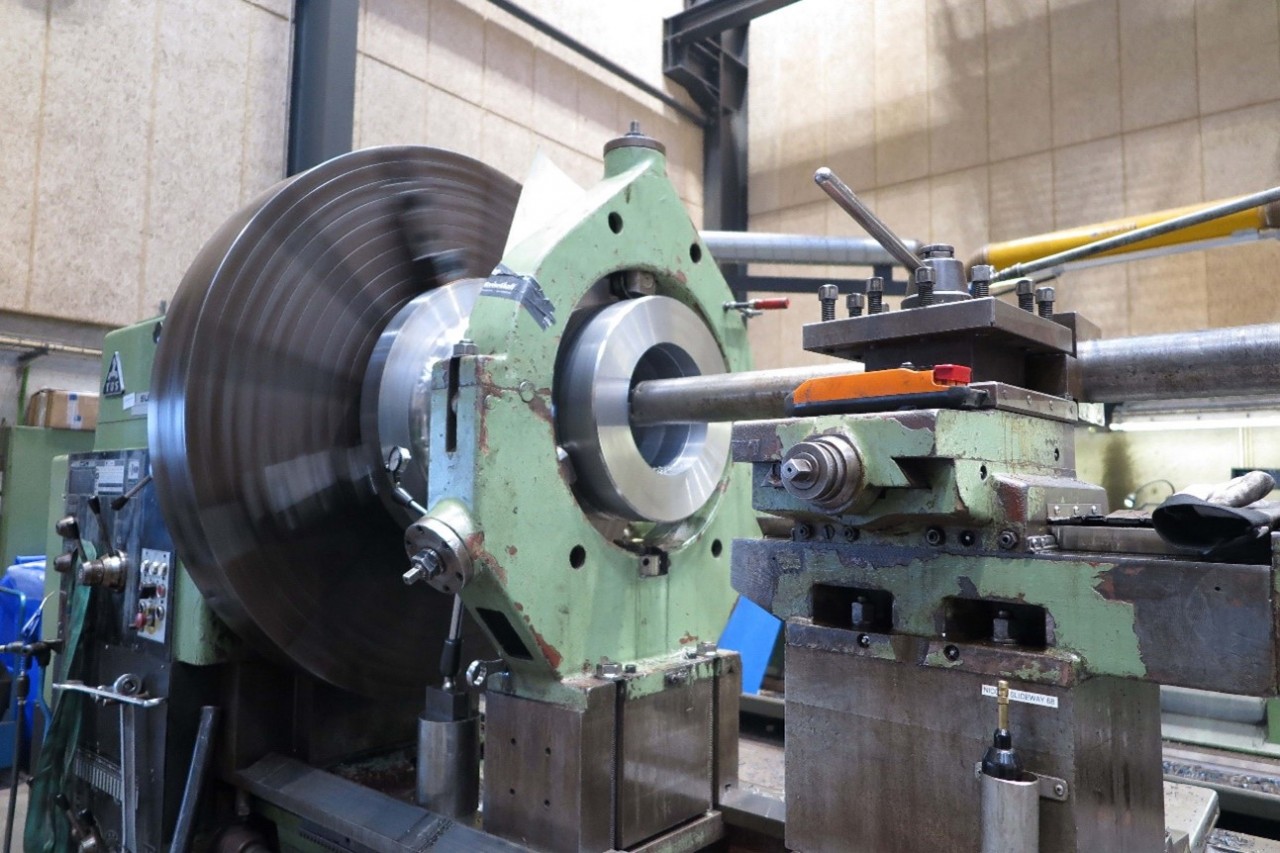
MarineShaft came to the rescue when a chemical tanker needed a new coupling and a fast repair of its propeller equipment. The vessel suffered an incident, which caused damage to the coupling forcing the tanker out of service and into an unplanned docking at a Swedish Shipyard. The shaft hydraulic coupling had rotated and seized onto the propeller shaft, and the only option was to cut the coupling in halves. The owner had to decide how to repair the damages on the shaft and get a new coupling in a hurry.
Repair solution
MarineShaft suggested welding up the shaft and machining it to its original size. Regarding the needed coupling, MarineShaft had the material in stock and could offer a new one in 12 working days. MarineShaft suggested repairing the damages to the blade carriers by laser cladding. MarineShaft got the job and received the propeller equipment in our workshop. The propeller equipment was of type ZF – Controllable Pitch Propeller.

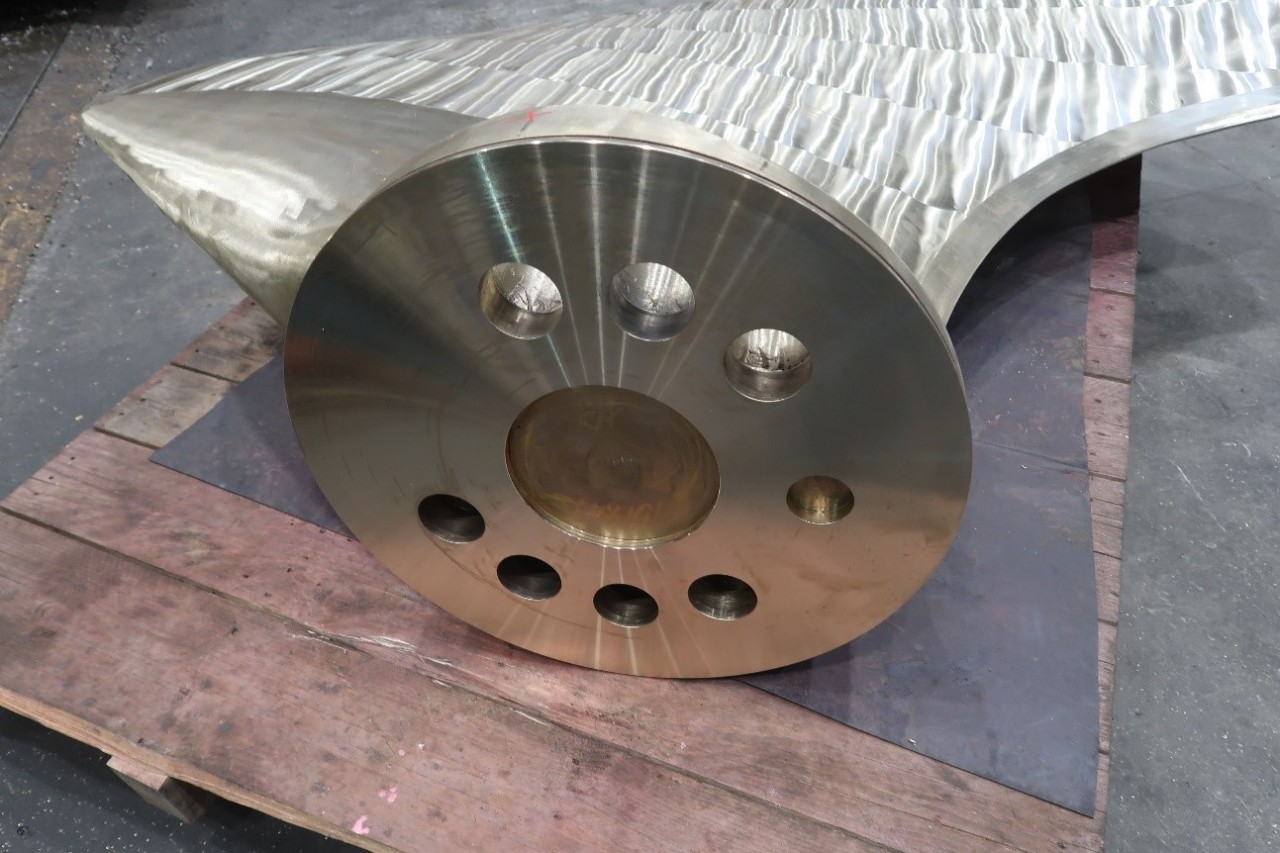
The damages to the shaft cone were welded up using MAG welding in accordance with regulations from the involved classification society ABS. MarineShaft has ABS class approval to weld on propeller shafts using MAG welding. After MAG welding, the welded areas were post-weld heat treated and machined to their original size. NDT tests were carried out by 3rd part Force Technology.


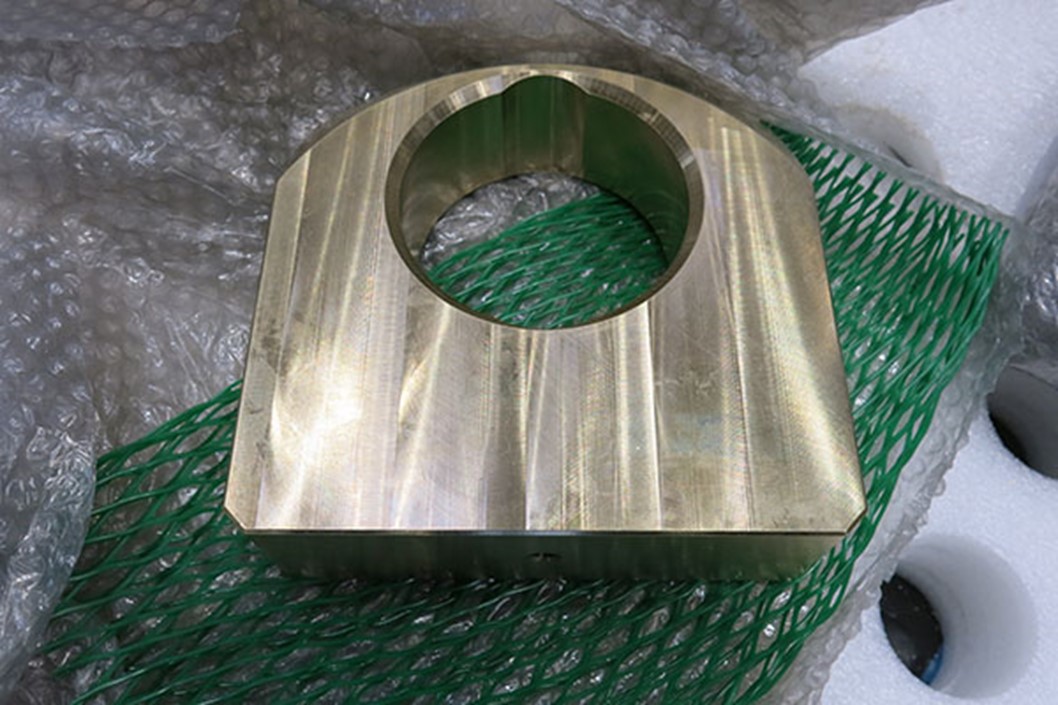
The new coupling was manufactured in 28Mn6 material with a 3.2 material certificate, and the dimension was Ø750/510×650 mm.

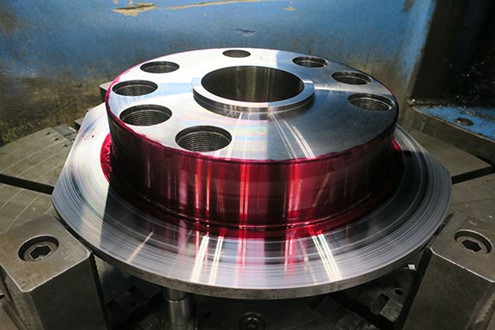
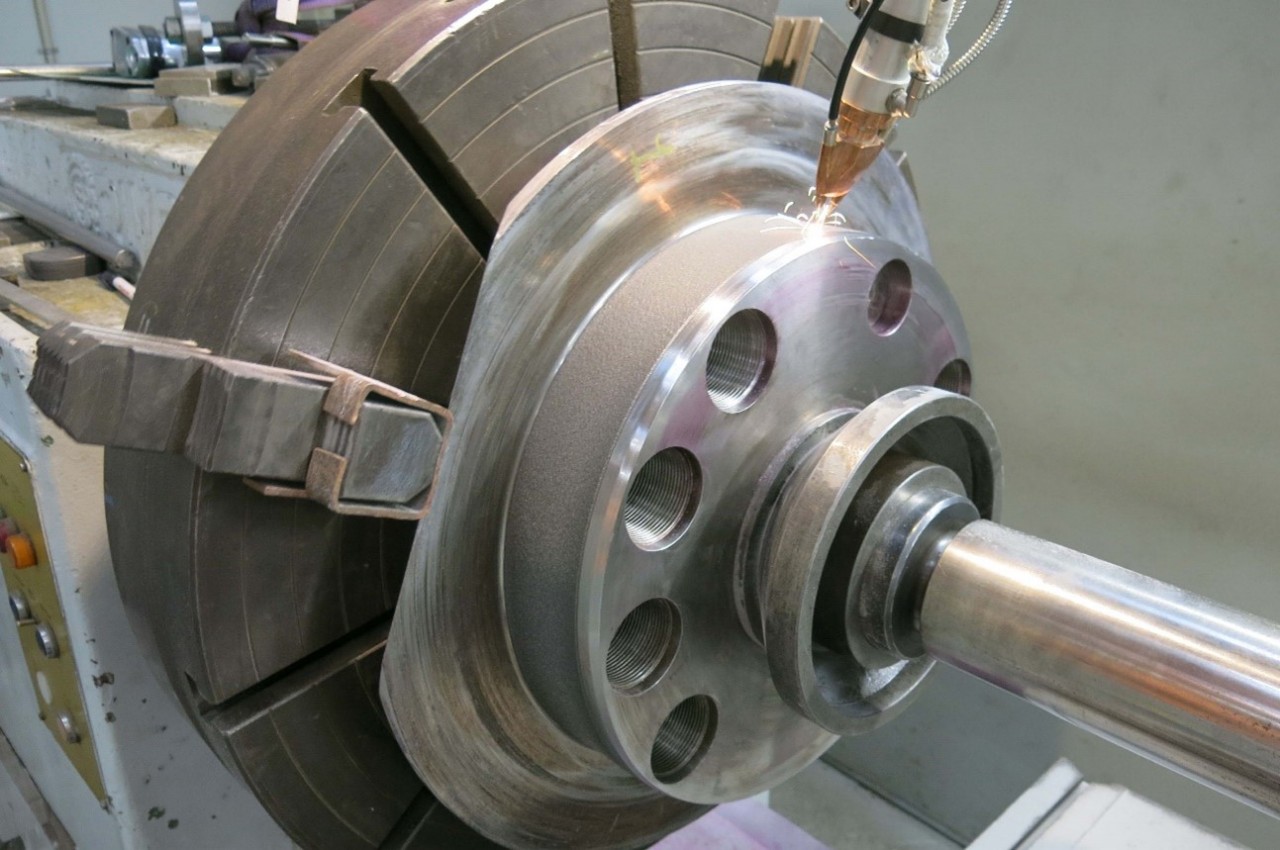
Laser Cladding of Hub & Blade carrier
MarineShaft used laser cladding to rebuild the hub´s blade seal areas to their original size. 2 layers of bronze cladding was applied. The hub´s contact surfaces was machined to plain surfaces. The blade carriers was welded up by laser cladding and machined to fit the new dimension of the hub. For this, MarineShaft used Inconel 625 material.


LPI test carried out accordingly
The propeller blades were controlled and polished. MarineShaft machined the blade feet and bolt areas to clean surfaces.

Sliding blocks and Yoke
New sliding blocks delivered from Maker was final machined to fit new dimenison of counter parts. The yoke was machined and polished.
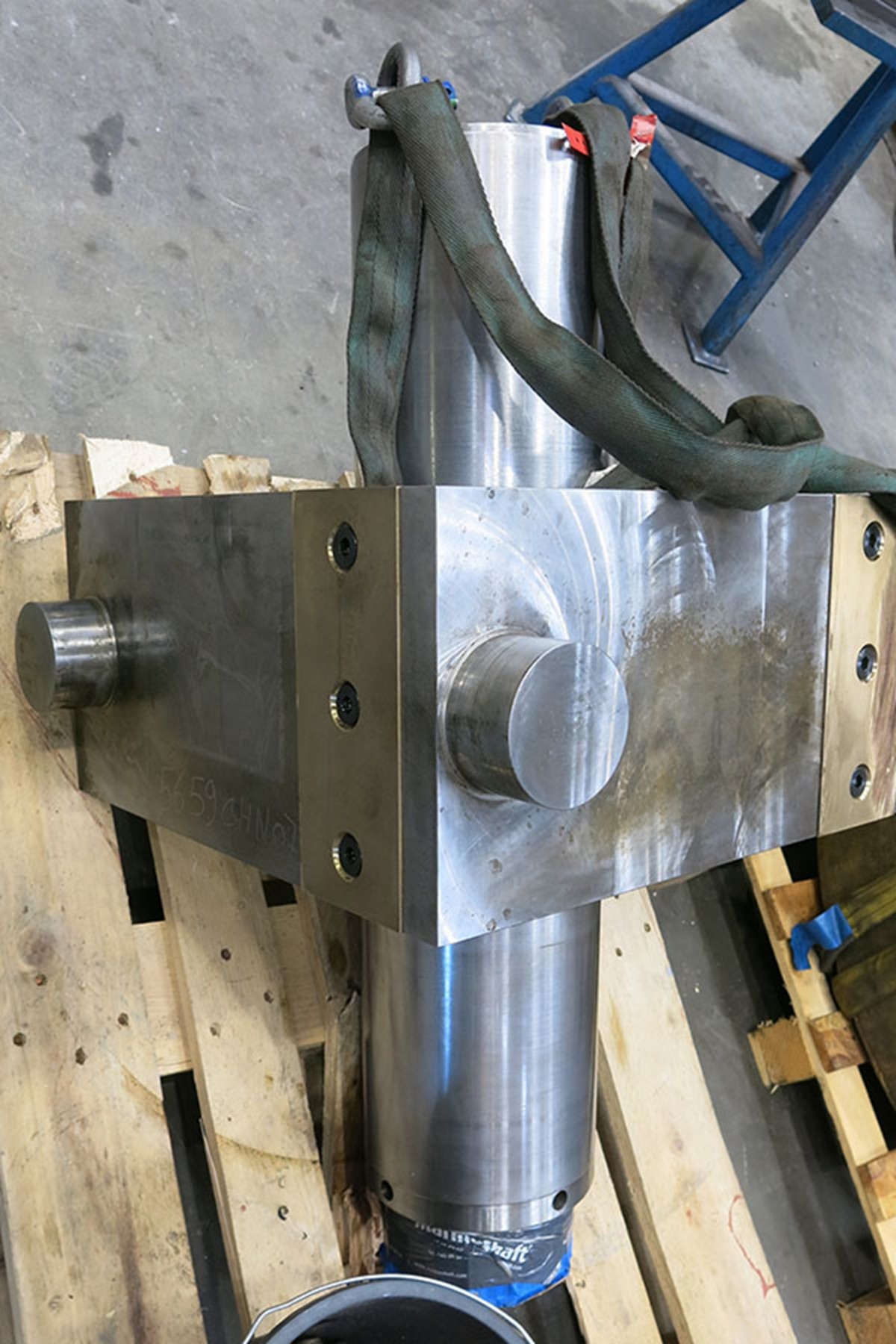
The equipment was reassembled, and the final measurements were carried out and witnessed by an ABS surveyor. The entire repair, including manufacturing was carried out on urgent basis.

Oil tube for the servo cylinder put in place

Διαβάστε στο τεύχος των Ναυτικών Χρονικών που κυκλοφορεί
Τα Ναυτικά Χρονικά παρουσιάζουν στο τεύχος Ιουνίου 2025 την επικαιρότητα στον χώρο της ναυτιλιακής, οικονομικής και πολιτικής ειδησεογραφίας. Πιο συγκεκριμένα, στο τεύχος των Ναυτικών Χρονικών…

Nέο υπερσύγχρονο κέντρο μάθησης από τον ABS
Σε μια περίοδο έντονου μετασχηματισμού για τη ναυτιλία, όπου οι πρακτικές για περιβαλλοντική βιωσιμότητα επαναπροσδιορίζουν τα δεδομένα μέσω υιοθέτησης νέων τεχνολογιών, η ανάγκη για…

Ισραήλ-Ιράν: Σε τεντωμένο σχοινί η κατάπαυση του πυρός
Οι αρχές του Ιράν δεν έκρυψαν τις «σοβαρές αμφιβολίες» τους για την πρόθεση του Ισραήλ να τηρήσει την κατάπαυση του πυρός, σε εφαρμογή από…

16.000 πλοία στον δρόμο προς ανακύκλωση την επόμενη δεκαετία
Εξ αφορμής της έναρξης ισχύος της Σύμβασης του Χονγκ Κονγκ, η BIMCO προχώρησε σε έκδοση έκθεσης αναφορικά με τις εκτιμώμενες ανακατατάξεις στην αγορά της…

Mega επενδύσεις της Σαουδικής Αραβίας σε λιμάνια της Ερυθράς Θάλασσας
Η Red Sea Gateway Terminal (RSGT) της Σαουδικής Αραβίας ανακοίνωσε τη στρατηγική επέκτασή της σε τερματικούς σταθμούς πολλαπλών χρήσεων (multi-purpose) σε τέσσερις υφιστάμενες στρατηγικές…

Τα scrubbers στο στόχαστρο Ευρωπαίων Υπουργών Περιβάλλοντος
Απόφαση-ορόσημο για την ενίσχυση της προστασίας του θαλάσσιου περιβάλλοντος και των παράκτιων κοινοτήτων έλαβαν πρόσφατα οι Υπουργοί Περιβάλλοντος 15 ευρωπαϊκών κρατών. Στο πλαίσιο συνάντησης…

«Φρένο» στην άνοδο των τιμών του πετρελαίου
Πτώση καταγράφουν οι τιμές του πετρελαίου στις αρχές της τρέχουσας εβδομάδας, έπειτα από την κατακόρυφη άνοδο που πυροδότησε πρόσφατα η σύγκρουση Ισραήλ-Ιράν. Σύμφωνα με…

Πόσο πιθανή είναι μια συγχώνευση των BP και Shell;
Σαν κεραυνός εν αιθρία «έπεσε» στις 25 Ιουνίου η είδηση ότι η Shell και η BP συμμετείχαν πρόσφατα σε συνομιλίες για συγχώνευση των δραστηριοτήτων…